|
Maßschuhherstellung
Das Geheimnis der Herstellung von Maßschuhen beginnt lange
vor dem ersten Zuschnitt oder Stich. Nachdem der Kunde das
Leder und das Modell mit uns abgestimmt hat (Abb.1), wird
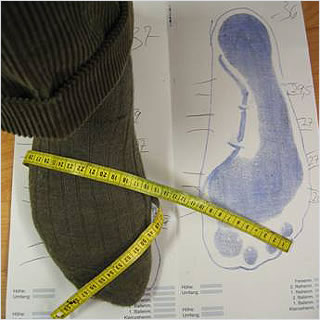
der Fuß präzise auf den Millimeter genau vermessen (Abb.2).
Die Blaupause des Fußabdrucks wird von uns auf eventuelle
Überlastungserscheinungen des Fußes überprüft. Diese Erkenntnisse
werden dann in dem Fußbett, das wir in den Buche-Maßleisten
fräsen, umgesetzt. Die Maße, welche man mit dem Maßband
an verschiedenen Messpunkten genommen hat, werden in eine
funktionelle Passform umgesetzt (Abb.3), wobei größter Wert
auf die Formsprache des Schuhträgers gelegt wird. Es werden
dann über den Leisten mehrere Probeschuhe gebaut. Mit dem
letzten Probeschuh geht der Kunde 14 Tage. Wir schneiden
dann den Probeschuh auf und erkennen so, wo der Leisten
nochmal verbessert werden muss.
|